
Optische Folienqualitätsüberwachung
Derzeit wachsen die Anforderungen an die Qualitätssicherung in der Industrie stetig, da im Rahmen der Produkthaftung eine hohe, homogene Produktqualität gewährleistet werden muss. Die Qualitätskontrolle verhindert auch die kostenintensive Weiterverarbeitung von fehlerhaften Produkten und reduziert die Anzahl begründeter Reklamationen. Folglich sind viele Unternehmen bestrebt, die bisherige manuelle, stichprobenartig durchgeführte Qualitätsüberprüfung durch eine kontinuierliche Überwachung zu ersetzen. Bei dieser Substitution zeichnet sich ein deutlicher Trend zum Einsatz von bildverarbeitenden Systemen ab.
Gerade im Bereich der digitalen Bildverarbeitung konnten in den vergangenen Jahren entscheidende Fortschritte hinsichtlich der Schnelligkeit der Datenaufnahme und -verarbeitung durch die deutliche Steigerung der Rechenleistung moderner Prozessoren erzielt werden. Dies ermöglicht den Einsatz einer optischen Qualitätssicherung z.B. in der Folien- oder Glasproduktion.
Bildsensor zur Partikelerkennung
Für diese Anwendungen stehen zwei verschiedene Arten von digitalen Bildsensoren zur Partikeldetektion in teiltransparenten Schichten zur Verfügung. Zu unterscheiden sind Matrixsensoren, die aus mehreren Zeilen und Spalten von Bildaufnehmern bestehen, und Zeilensensoren, die lediglich aus einer Zeile von Bildaufnehmern gebildet werden.
Die auf dem kommerziellen Markt im Bereich der industriellen Bildverarbeitung angebotenen Matrixkameras zeichnen sich durch ein einfaches Handling und die gute Präzision vor allem bei Vermessungsaufgaben aus. Als problematisch erweist sich häufig die notwendige, homogene Ausleuchtung des Bildbereichs mit hoher Intensität [1]. Zudem sind Einschränkungen bezüglich der Bildwiederholungsrate hinzunehmen, da sich die Kamerahersteller an den TV-Normen orientieren. Während der kontinuierlichen Überwachung von teiltransparenten Schichten kommt es beim Einsatz von Matrixkameras zum Bildüberlapp, weil Transportgeschwindigkeit des zu prüfenden Mediums und Bildwiederholungsrate nicht ohne weiteres aufeinander abgestimmt werden können.
Bedingt durch ihre Bauart können Zeilenkameras nur ein eindimensionales Bild aufnehmen. Die zweite Bilddimension kommt erst durch die Relativbewegung zwischen der Kamera und dem zu überwachenden Objekt hinzu. Die Bildwiederholfrequenz lässt sich flexibel an die Transportgeschwindigkeit des zu überwachenden Objektes anpassen. Im Gegensatz zur Matrixkamera kann eine Abtastung ohne Bildüberlapp erfolgen, es fallen daher keine redundanten Bildinformationen, bedingt durch den Bildüberlapp an. Derzeit sind kommerzielle Zeilenkameras mit Sensorzeilen zwischen 64 und 12000 Pixeln bei einer maximalen Abtastrate von bis zu 125.000 Scans/s erhältlich [2]http://sensorik.uni-paderborn.de/forschung/partikelerkennung.html#_edn3[3]. Die Kantenlängen eines Pixels variieren zwischen 14, 10 oder 7 μm, wobei die kleinere Kantenlänge bei den Sensorzeilen mit mehreren 1000 Pixel eingesetzt werden [4][5].
Gerade bei großen Sensorzeilen besteht die Gefahr, dass die Tiefenschärfe zu den Rändern des Bildbereichs aufgrund von optischen Verzerrungen durch das Linsensystem verloren geht [6]. Zur Auswahl einer geeigneten Kamera muss ein Kompromiss zwischen der Größe des Bildbereichs bei der geforderten Auflösung und der Empfindlichkeit des Sensors gefunden werden, denn sowohl die Tiefenschärfe als auch die Sensitivität hängen stark von den geometrischen Abmessungen des Sensors ab.
Bezüglich der Handhabung, der Flexibilität der Abtastrate und der Einsatzmöglichkeiten ist eine Zeilenkamera zur Partikelerkennung in teiltransparenten Schichten gegenüber der Matrixkamera zu bevorzugen. Welcher Typ von Zeilenkameras eingesetzt wird, hängt letztendlich von dem Ziel ab, das mit der Überwachung erreicht werden soll. Für die Überwachung von Partikeln in transparenten und teiltransparenten Materialien reicht eine schwarz/weiß Zeilenkamera aus. Soll beispielsweise ein Bereich von ca. 800 mm bei einer Auflösung von 0,2 mm und einer Vorschubgeschwindigkeit von 2 m/s überwacht werden, so entsteht bei einer Codierung von 8 Bit/Pixel eine Datenmenge von ca. 40 MByte/s.
Wird zur Überwachung eine digitale Zeilenkamera in Verbindung mit einem Hochleistungsrechner verwendet, müssen die gesamten Bildinformationen der Kamera in den Rechner eingelesen und anschließend annähernd in Realzeit abgearbeitet werden. Genügt dagegen die Erfassung und eine statistische Auswertung der Anzahl der Partikel oder sollen nur von bestimmten Ereignissen die Bildinformationen gespeichert werden, kann eine intelligente Zeilenkamera in Verbindung mit einem einfachen PC eingesetzt werden. Die intelligente Kamera mit ihrem integrierten Prozessor wertet die Videodaten anhand spezieller Bildverarbeitungsalgorithmen aus und sendet nur Ergebnisdaten über einen Datenbus an den PC, die Übertragung von Informationen, die für die Überwachungsaufgabe redundant sind, entfällt.
Beleuchtung des Bildbereichs
Neben der Auswahl einer geeigneten Kamera spielt die Beleuchtung des Bildbereichs eine wichtige Rolle. Aufgrund der Lichtabsorption in teiltransparenten Schichten wird zur Ausleuchtung des Bildbereichs eine homogene intensive Zeilenbeleuchtung benötigt.
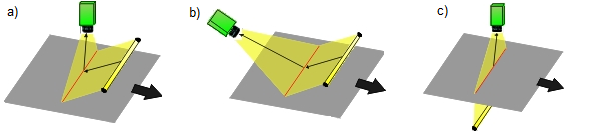
Allgemein werden Zeilenbeleuchtungen aus einer Aneinanderreihung von Leuchtdioden oder aber auch spezielle Leuchtstoffröhren in Verbindung mit elektronischen Vorschaltgeräten eingesetzt. Die Verwendung von Leuchtdioden ermöglicht eine kontinuierliche Beleuchtung, erfordert aber gleichzeitig den Einsatz eines Diffusors bei gleichzeitiger Reduktion der Beleuchtungsintensität, um einen gleichmäßig ausgeleuchteten Bildbereich zu erzielen. Zu unterscheiden sind außerdem drei verschiedene Beleuchtungsarten [7][8]:
- Dunkelfeld-Reflexionsbeleuchtung (siehe Abbildung 1 a)) zum Detektieren von Höhenfehlern und Partikeln auf dem Material
- Hellfeld-Reflexionsbeleuchtung (Abbildung 1 b)) für die Überwachung der Oberflächen- und Reflexionseigenschaften sowie Fehlern auf dem zu überwachenden Objekt
- Hellfeld-Transmissionsbeleuchtung (siehe Abbildung 1 c)) für die Prüfung der Ware auf Fehler und Partikel, die auch in dem Material liegen dürfen (Verfahren findet auch bei der Positions- und Breitenmessung Anwendung); Voraussetzung: ein Teil des Lichtes kann das zu überwachende Objekt durchdringen
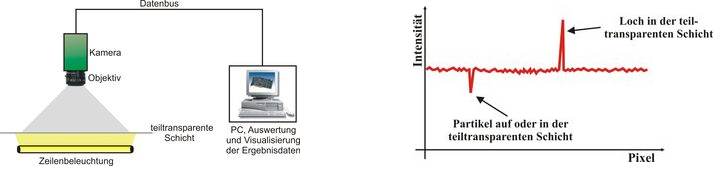
Je nach Überwachungsaufgabe muss das geeignete Beleuchtungsverfahren eingesetzt werden, wobei auch Kombinationen aus zwei Beleuchtungsarten denkbar sind. Für die hoch auflösende Überwachung von transparenten und teiltransparenten Schichten wird hier das Hellfeld-Transmissionsverfahren eingesetzt, weil damit in und auf dem zu überwachenden Objekt Partikel und Fehler erkannt werden. Die Zeilenbeleuchtung wird auf der einen Seite der teiltransparenten Schicht montiert, während die Kamera von der anderen Seite auf die Beleuchtung ausgerichtet wird (siehe Abbildung 2 links). Bei dieser Anordnung absorbieren in dem und auf dem Material vorhandene Partikel das Licht und führen zu einer lokal verminderten Intensität im Videosignal der Kamera, wie es beispielsweise im idealisierten Intensitätsverlauf in Abbildung 2 (rechts) dargestellt wird. Im Material enthaltene Löcher wirken sich In Form eines lokalen Intensitätsanstiegs im Videosignal aus.
Verfahren für die Partikeldetektion
Zur Partikelerkennung in teiltransparenten Schichten wertet die intelligente Kamera die Videodaten anhand eines Differenzenverfahrens aus. Dieses Verfahren wurde in Zusammenarbeit mit dem Kamerahersteller entwickelt. Sein Funktionsprinzip basiert auf dem Vergleich von Intensitätswerten benachbarter Pixel. Überschreitet die Differenz der benachbarten Intensitätswerte, bedingt durch einen Partikel im Bildverlauf, eine zuvor definierte Schwelle, so werden dessen Kantenpositionen über den Datenbus an den PC gesendet. Der Datenbus wird von einem PC mit einer speziell für die Überwachungsaufgabe programmierten Software überwacht. Die Software liest die an den Bus gesendeten Ergebnisdaten ein, klassifiziert die auftretenden Partikel entsprechend ihrer Größe und stellt die Überwachungsergebnisse grafisch dar.
Das entwickelte Überwachungssystem kann bei transparenten und teiltransparenten Schichten mit einer Lichtundurchlässigkeit von bis zu 92% und einer Stärke von bis zu 300 μm eingesetzt werden. Dabei können Partikel ab einer Größe von ca. 200 μm detektiert werden.
Insgesamt handelt es sich bei diesem System um eine kostengünstige Lösung zur statistischen Erfassung und Klassifizierung von Partikeln in transparenten und teiltransparenten Schichten. Ist eine umfassendere Dokumentation der erkannten Partikel notwendig, könnte das System auf eine andere intelligente Zeilenkamera umgestellt werden, die für die detektierten Partikel auch Bildinformationen zur Rekonstruktion und Darstellung am PC sendet. Auf diese Weise lassen sich die detektierten Partikel einschließlich der Bildinformation dokumentieren.
Im abgeschlossenen Projekt konnte ein System zur Partikelzählung und Erkennung in teiltransparenten Substraten bei Vorschubgeschwindigkeiten bis zu 50 m/min erfolgreich installiert werden.
[1] Th. Greiner, C. Ansorge, M. Kerstein: Qualitätsprüfung von Bahnmaterialien. at-Automatisierungstechnik, 45:566-576, 12/1997.
[2] www.dalsa.com, 5/2004
[3] www.sukhamburg.de, 5/2004
[4] N.N.: Zeile für Zeile Qualität. www.stemmer-immaging.de, 1/2002
[5] L. Howah: Zeilenkameras in Multi-Sensor-Systemen. At-Automatisierungstechnik, 45:585-593, 12/1997
[6] R. Krampe: Anforderungsprofil für die optische Folieninspektion. KU Kunststoffe, 57-60, 5/2003
[7] www.theimagingsource.com, 3/2004
[8] J. Spirgatis, J. Wortberg: Online-Qualitätsmessung. KU Kunststoffe, 91:35-37, 5/2001
